Gear Hobbing, Dry vs. Wet
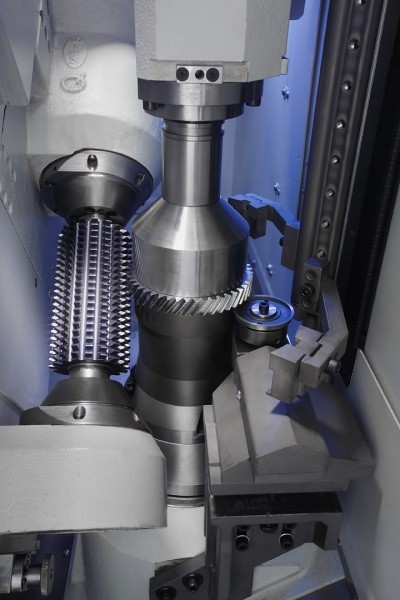
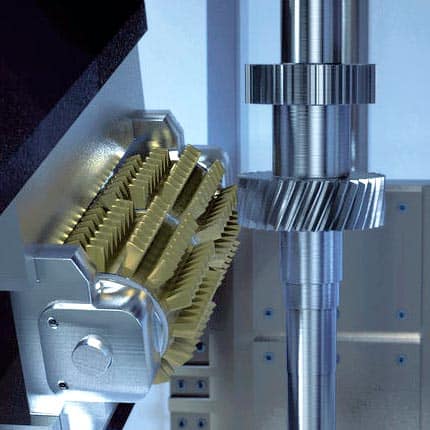
Gear hobbing is a manufacturing technique to cut gear teeth and is one of the fundamental processes of gear manufacturing. The process involves the use of a special type of milling machine, the hob, to progressively cut the gear teeth into the workpiece. Gear hobbing is a generating process, ie., the resulting gear tooth is not the conjugate form of the hob; instead, the shape is generated by the combined motion of the workpiece and the hob moving in a continuous, timed rotation. As this process is both reasonably accurate and yet inexpensive, it is used in a wide range of applications, and particularly in the manufacturing of spur gears and helical gears.
Traditionally, the gear hobbing process has been a ‘wet,’ or ‘lubricated’ process, and involves the use of coolants — to reduce the severity of the contact processes caused by machining and friction, to improve tool life and surface finish, to reduce corrosion, as well as to provide lubricity. These coolants can be mineral oils, synthetic cutting fluids, or a mixture of both, and may be used in the form of liquids, pastes/gels or aerosol mists.
While coolants are undoubtedly useful in the machining process, there are several drawbacks associated with their use. For one, the rising costs of coolants has made them a significant part of the manufacturing cost — from less than 3% of the manufacturing cost thirty years ago, to nearly 17% today. The cost of the hobbing machine is also higher due to the need to process and circulate the coolant.
In the case of gear hobbing, the use of a coolant necessitates an additional wash operation at the end of the process. In addition, coolants, especially when used in the aerosol or mist form, may lead to respiratory irritation, allergic reactions, and even poisoning and infection among workers. Lastly, there are rising environmental concerns about the cost of disposing used coolants and contaminated chips safely and economically.
With the disadvantages of using coolants outweighing the advantages, it was but a matter of time before the industry began to explore the possibility of ‘dry’ hobbing, i.e., hobbing without the use of coolants. The birth of dry hobbing was supported by a couple of concurrent developments in technology — advances in CNC machine technology, the introduction of better carbide tool materials, and the total redesign of the dry cutting machines themselves. These advances enabled the process of dry hobbing via the development of highly accurate, high speed cutting machines using carbide cutters, specialty coatings and ceramic tools.
Dry hobbing necessitates a redesign of the hobbing machine. Dry hobbing machines require a main motor capacity that is 1.5 to 2 times greater than wet hobbing machines, since the cutting speeds are proportionately faster. Also, as there is no coolant to carry away the heat generated during the hobbing process, the machine design must ensure thermal stability; this is usually achieved via special internal ribbing.
The hot chips generated by the hobbing process must be wicked away quickly and efficiently so as to not affect the integrity of the gear being hobbed. The use of steep chutes, air-blowers, integrated chip conveyors and vibrating panels underneath the workpiece can help to efficiently and quickly remove chips from the work area. In addition, careful calibration of the machine feed and motor speed can ensure an optimal chip thickness that can carry away the heat from the work area.
Dry hobbing has proven to be faster, more cost effective, and environmentally friendlier than conventional wet hobbing. These reasons, together with the ongoing advances in electronic technology and in newer tools and coatings, will ensure that dry hobbing will be increasingly utilized in the years to come.