
3″, 7″ Ring & Pinion Gears
These hypoid gears are offset from the gear center, enabling unique configurations and a large di...
These hypoid gears are offset from the gear center, enabling unique configurations and a large di...

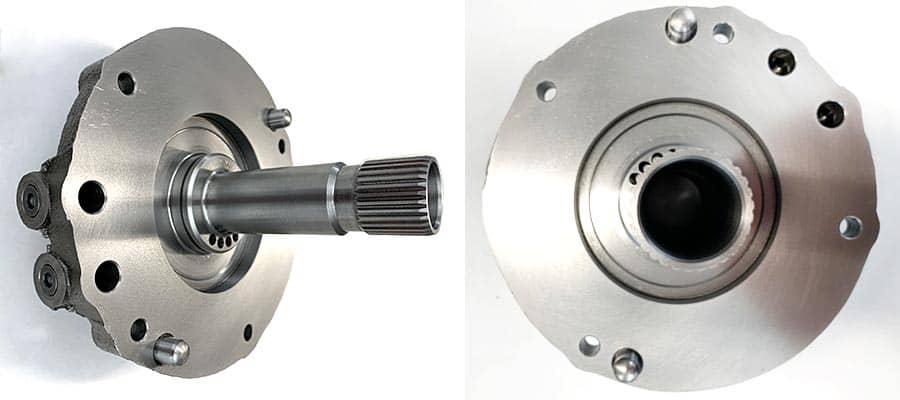
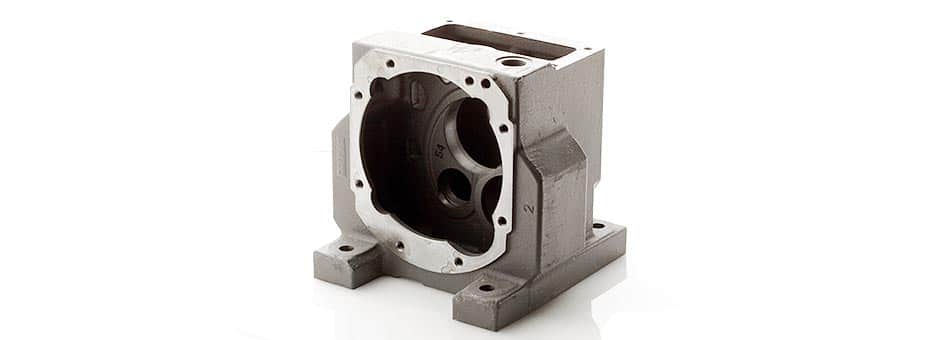
AmTech supplies these aluminum die cast gear cases to a large manufacturer of heavy equipment mac...
This aluminum machining Valve Insert is manufactured for a TIER 1 manufacturer...

This aluminum screw machine part is used in an electronics controller assembly. The Electronics O...

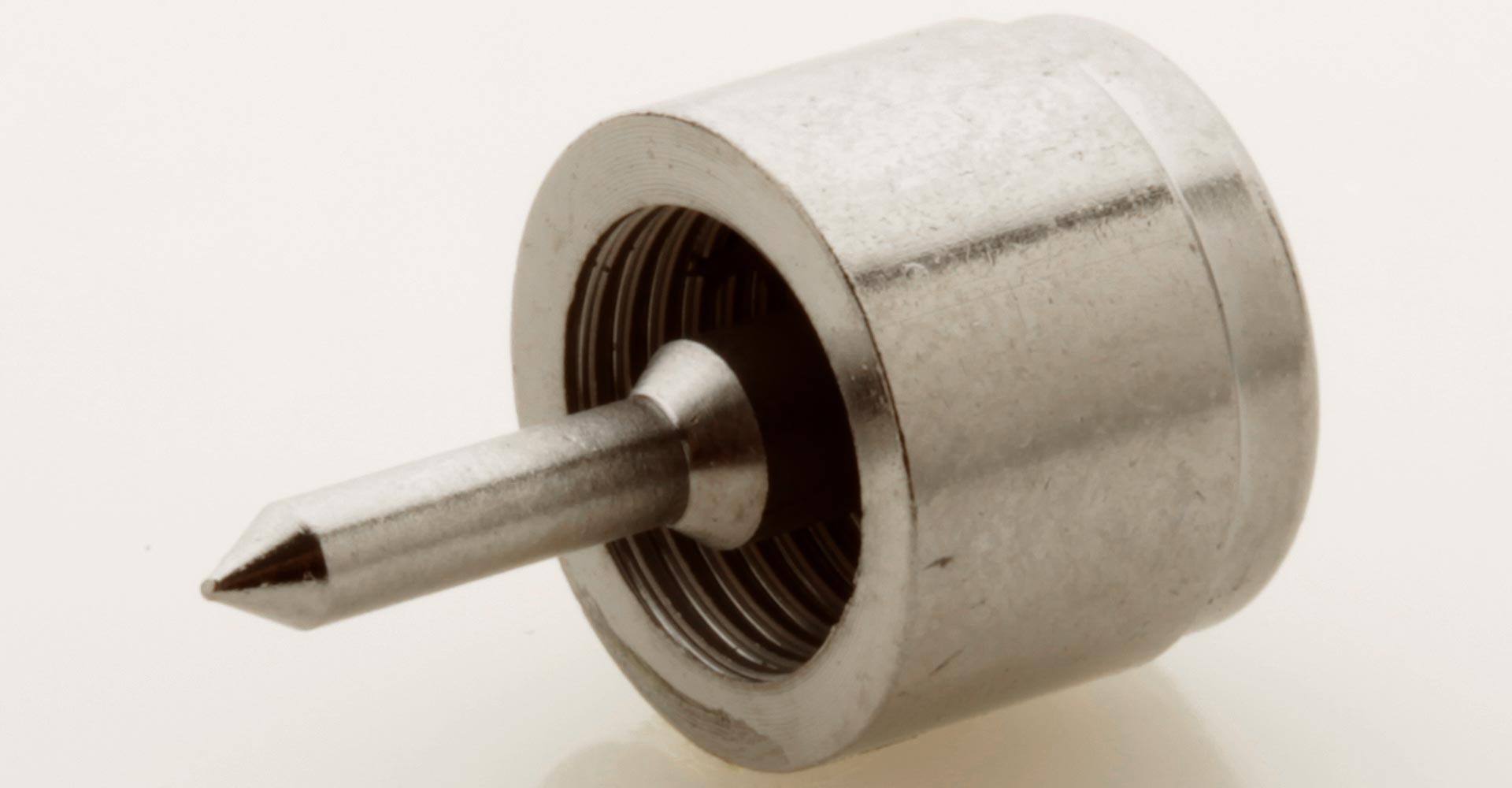
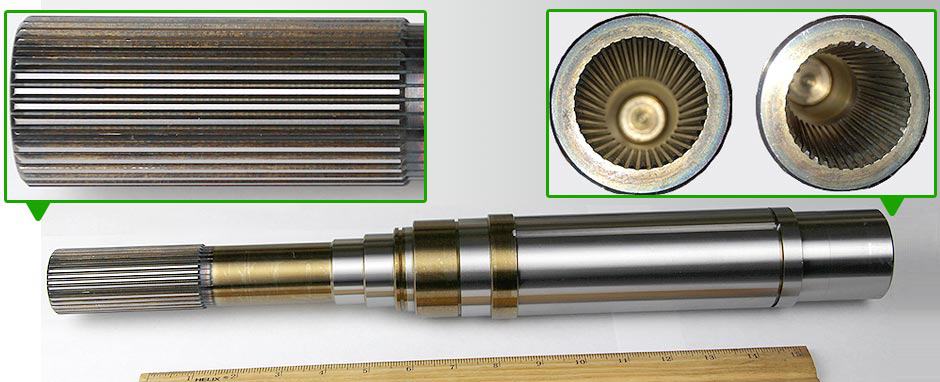
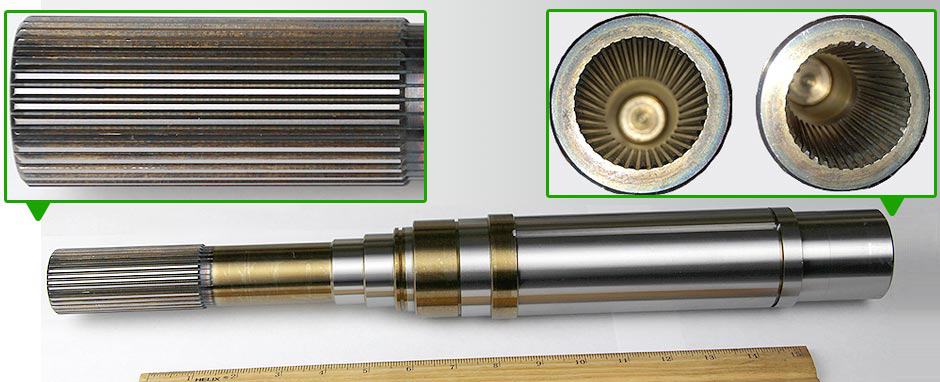
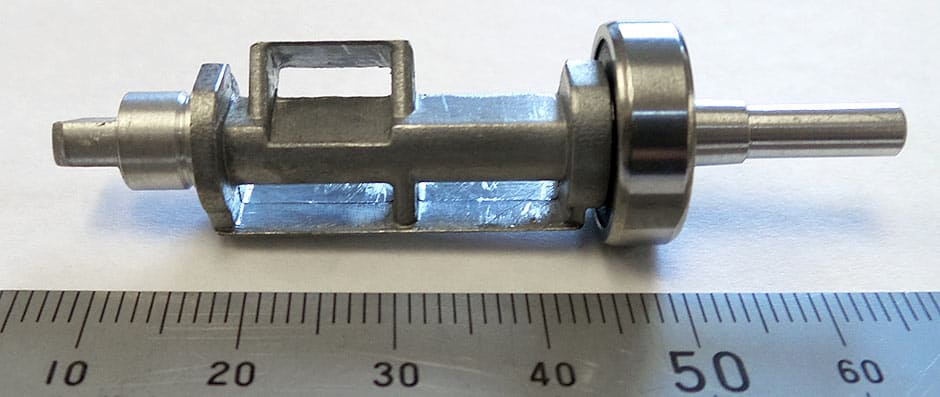
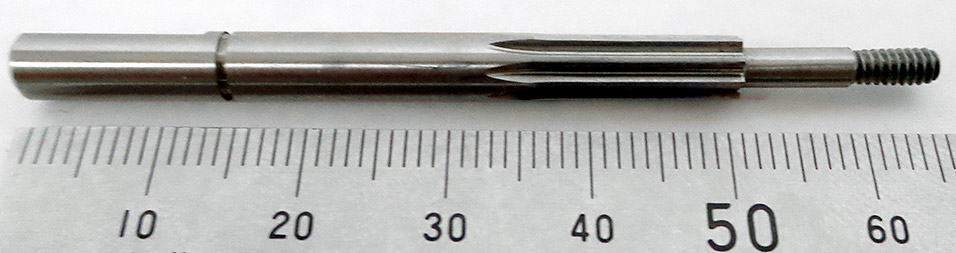
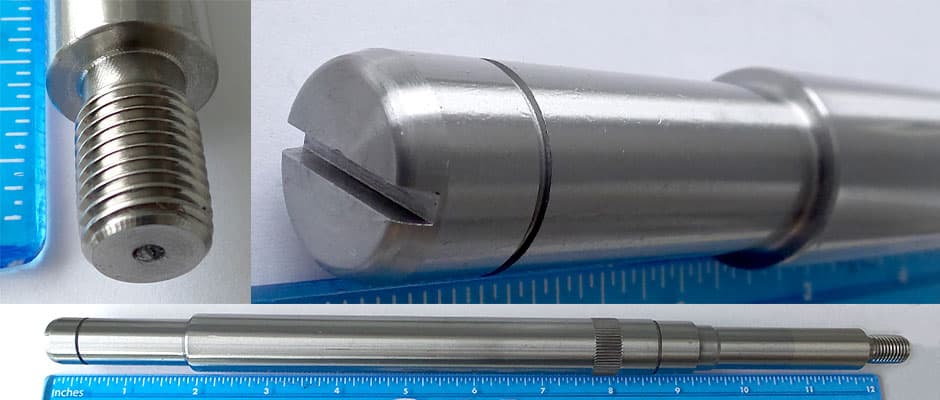
AmTech OEM manufactures this stainless steel aspirator shaft to a large manufacturer o...

This die cast support arm bracket component is used in a Keiper Latch assembly, which is manufact...

AmTech manufactures this Sensor Plug for a TIER 1 OEM in the Automotive industry. This screw mac...

AmTech OEM manufactures these simple shafts for an Automotive OEM in the fuel control valves indu...

This investment cast part helps improve the function of a hydraulic hammer. The axial shaft is pr...

These miniature, hardened coniflex straight miter gears are the size of a quarter.
Used in...

AmTech OEM supplies this steel bevel gear shaft to a large manufacturer in the electric motor ind...

AmTech OEM supplies this blower shaft for a large multinational provider of air-condit...

AmTech OEM manufactures this Cold Forged Shaft by long stroke cold forging, gear cutting and prec...

This brass screw machine part is a special designed connector for board-to-board and board-to-mod...

This Brass Cable Housing is screw machined for an OEM manufacturer in the Elec...
This supplier project is Brass Connector Machining for an OEM manufacturer in ...
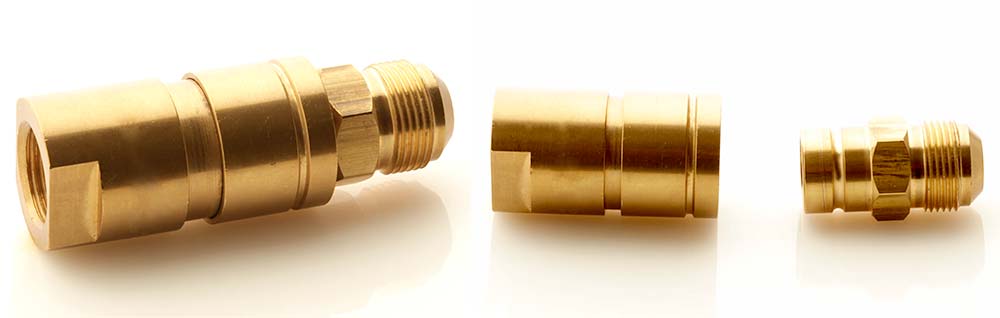
AmTech screw machines this Brass Connector assembly for a TIER 1 in the Fluid Controls industry. ...
This brass valve machining project is for an OEM manufacturer in the Toy Indus...

AmTech manufactures this investment cast Cable Assembly, used in landscaping vehicle systems.
...
AmTech manufactures this investment cast housing to serve as a cable control boss, used in a tran...
These lost wax cast parts are used in coalescing filters in air filtration systems.
As the...

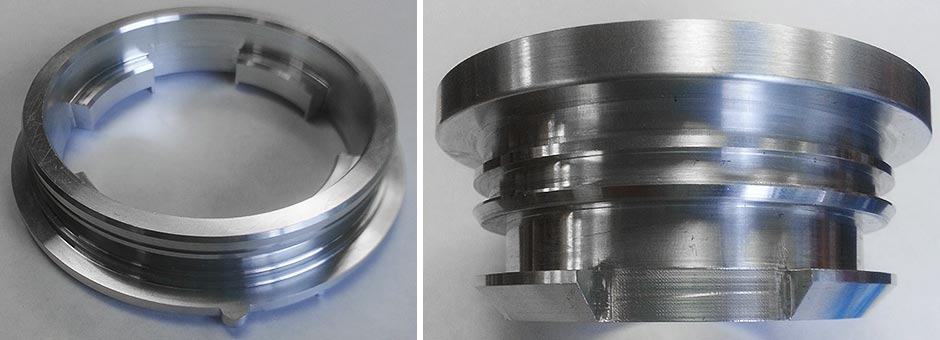
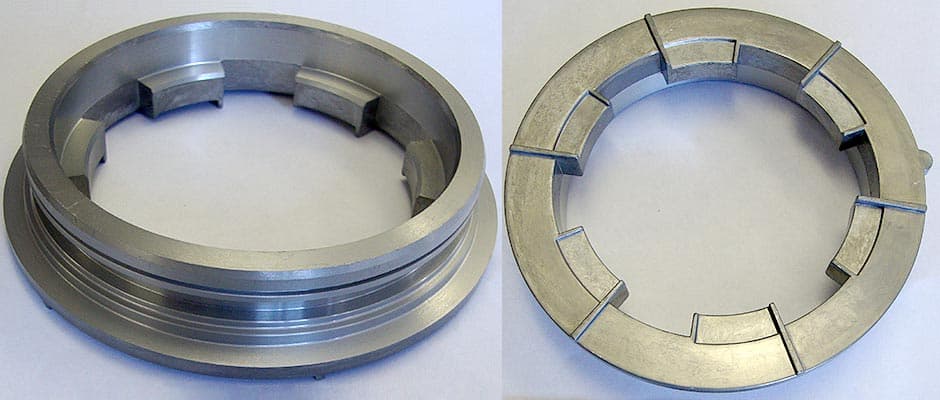
The speed reducer adapter plate help physically bolt the gear-motor housing to the transmission.<...
AmTech OEM manufactures this cast shaft for an industrial vehicle OEM in North...

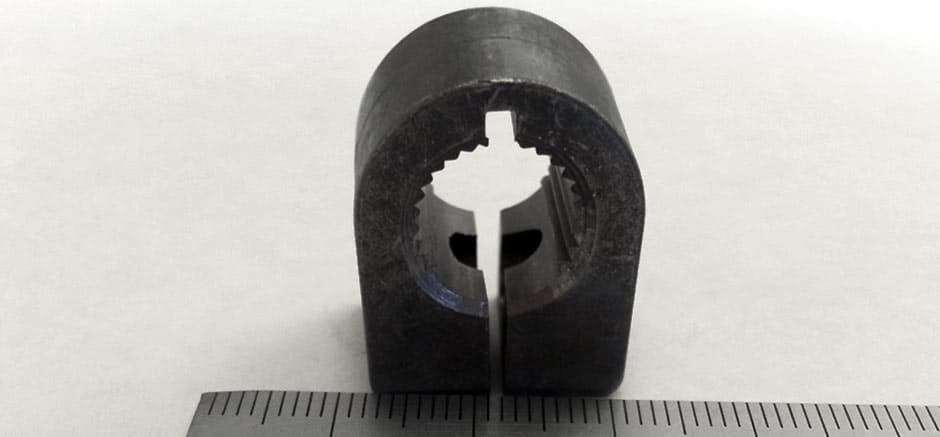
This clamp collar is found in power transmission applications such as motors and gearboxes, and a...

This spline clutch shaft is manufactured to TS16949 standards. The shaft has t...

This Battery Cable Terminal is copper screw machined for an OEM manufacturer i...

AmTech OEM manufactures this DC Starter Generator Shaft for an Aerospace OEM....

This axial fan is attached to the rotor of the motor on the opposite end of the output shaft, and...
AmTech OEM manufactures this pump gear for an OEM customer in the Marine trans...

AmTech OEM manufactures these Drone screw machining parts for an OEM customer ...
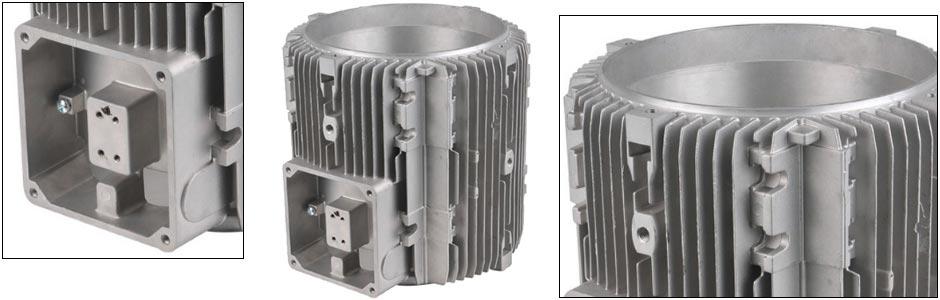
This Electric Motor Housing is mass produced by aluminum die casting for an Industrial Motor Manu...

As an Electric Motor Shaft manufacturer for OEM customers, AmTech has experien...

AmTech OEM manufactures this worm shaft for an electric equipment OEM. This pr...

AmTech manufactures these aluminum end fittings for a large manufacturer of premium electric vehi...
AmTech supplies these aluminum die castings for a large manufacturer of heavy equipment filtering...

AmTech manufactures these investment casting starter solenoid end caps for its client, a large ma...
AmTech OEM manufactures this EV motor shaft for one of the largest motion control technology OEMs...
AmTech OEM manufactures this EV motor shaft for one of the largest motion control technology OEMs...

AmTech OEM manufactures this external pump spur gear for an Marine transmissio...

This precision machined, Brake Housing is used in a robotic assembly. This part has several tight...

The driveline yoke is an important component of any drive shaft assembly. The ...

AmTech OEM manufactures this Forged Motor Shaft by hot forging, precision machining, precision dr...

A forged tie rod are a critical part of a vehicle’s steering system and are ...
AmTech OEM manufactures these precision aluminum die castings for a large TIER 1 manufacturer in ...
This cast iron gearbox housing is used to house a family of gears and drive shaft. The final appl...

AmTech supplies these OEM gear racks to a TIER 1 automotive manufacturer.
This gear rack a...

AmTech OEM manufactures this gear resolver shaft for a heavy equipment manufacturer in North Amer...

AmTech manufactures this Generator Shaft Assembly for use in the starter generator of ...

This heating system driveshaft is supplied directly to a food distribution tro...

AmTech OEM manufactures these heavy duty spur gears for an OEM customer in the...

AmTech manufactures this transmission gear for a Heavy Duty Truck OEM in the ...

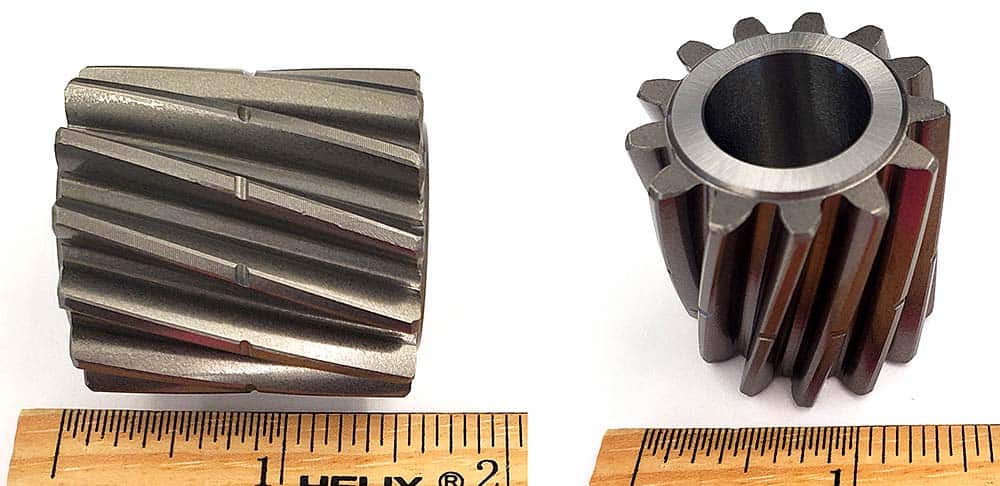
AmTech manufactures this Helical Gear shaft to an industrial motor manufacturer in North America....

AmTech OEM manufactures this cold forged hollow shaft by long stroke cold for...

The differential retainer lock nut helps prevent the pinion snout from rotating up due to torque ...

First, an expendable pattern, of the same shape as the intended end part, is made by injecting wa...

AmTech OEM manufactures this input shaft for use in specialty OEM.
This...
AmTech OEM manufactures this input spline shaft for one of the largest motion control technology ...
AmTech OEM supplies this involute spline output shaft to a large manufacturer in the material han...

AmTech OEM manufacturers this involute spline shaft for one of the largest motion control technol...

These cast iron locknut and adapter sets are supplied to a large manufacturer of ball bearings. T...

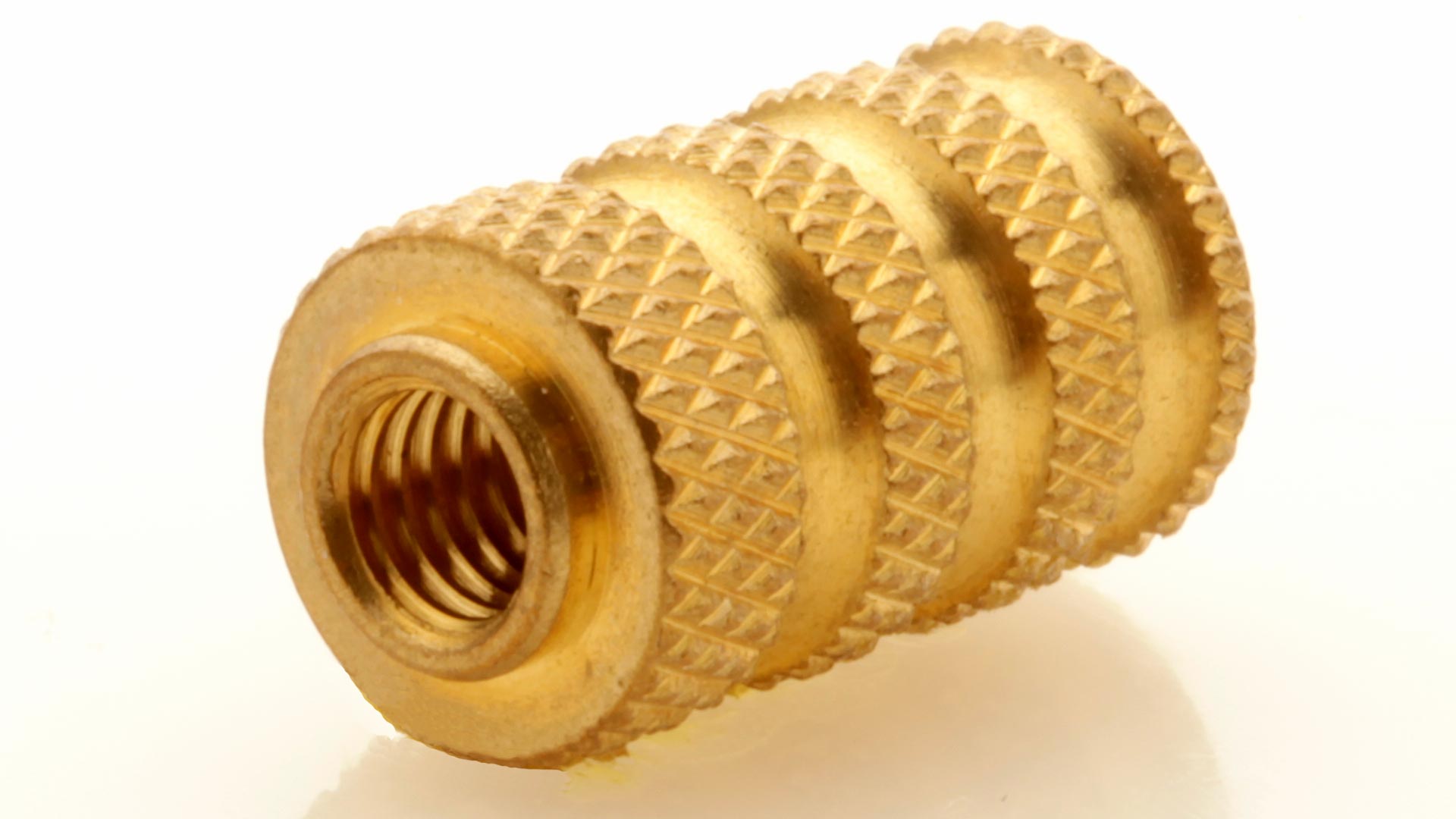
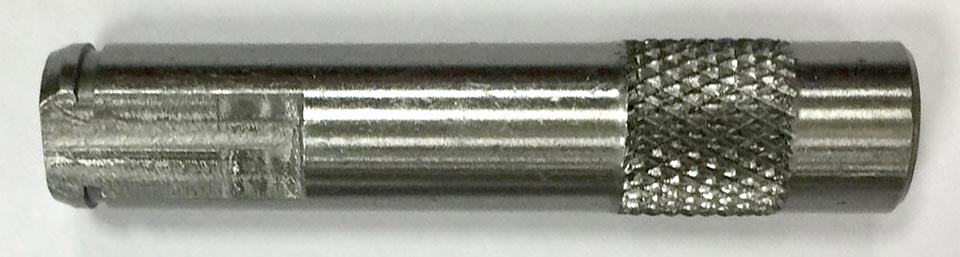
AmTech OEM supplies this knurled motor shaft for an OEM customer in the small motor manufacturing...

AmTech manufactures this 304L Stainless Steel Coupling for a TIER 1 OEM supplier in the Automotiv...

AmTech manufactures this laser cut, Stainless Steel Flange.
This Stainless Steel 304L per ...

This precision machined casting is used in the robotics industry. This 1045 steel product feature...

AmTech OEM manufactures this simple shaft for a major medical device OEM in North America. This...

This bronze gear is used by an OEM supplier of Automotive suspension control systems and drives. ...

AmTech manufactures this miter shaft for a leading supplier of hydraulic steering systems for com...

AmTech manufactures this investment cast Motor Flange, used in a small motor system.
AmTec...

AmTech OEM manufactures this motor worm shaft for lawn care equipment OEM in N...

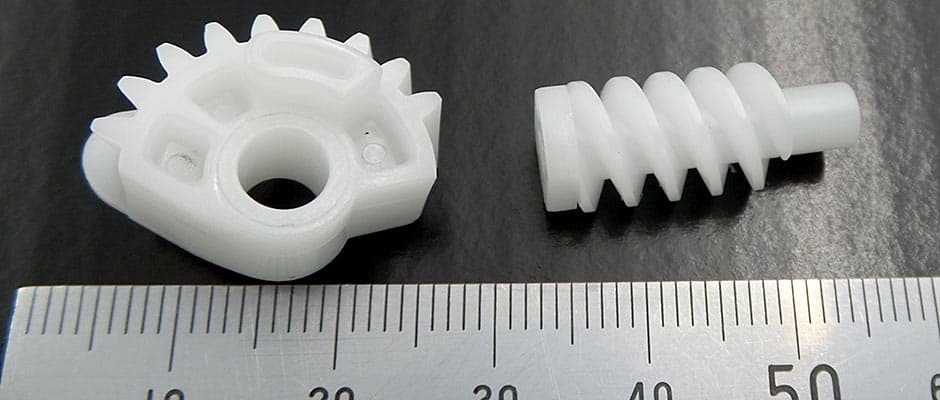
This bronze worm gear and 1045 steel worm shaft are supplied to an electric motorcycle manufactur...
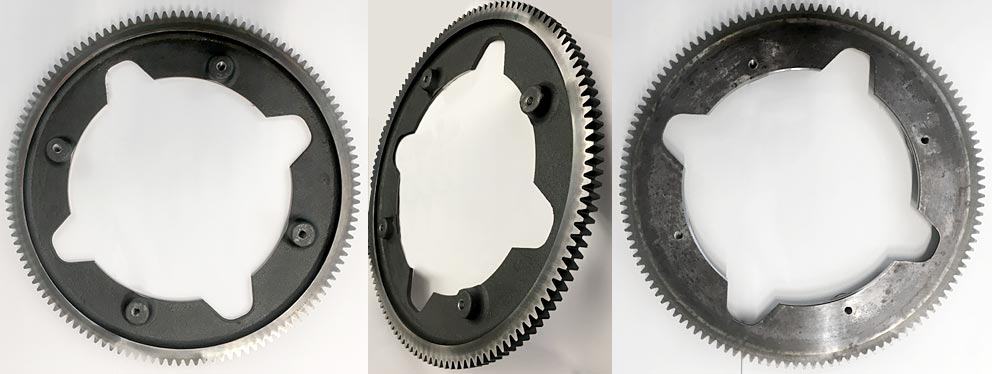
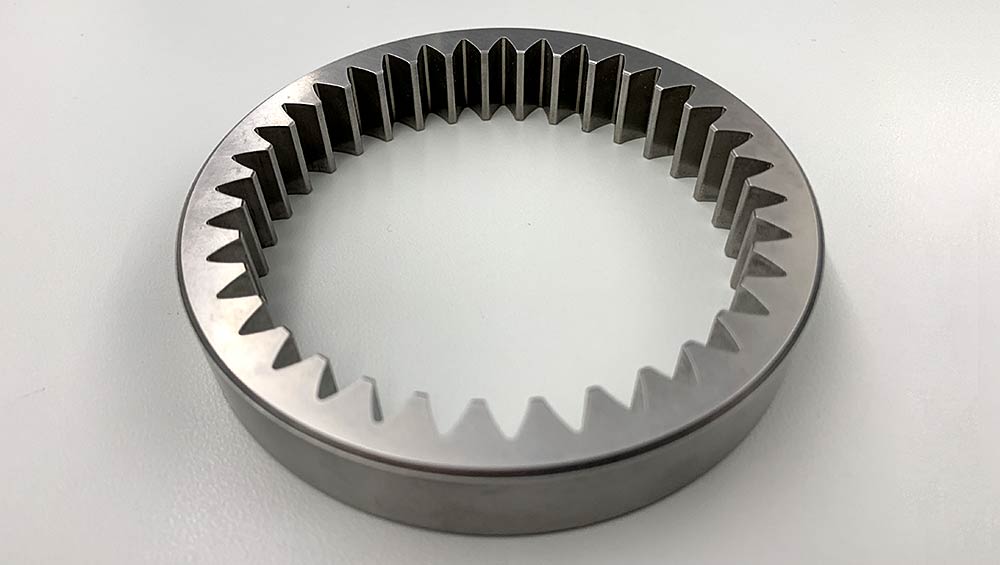
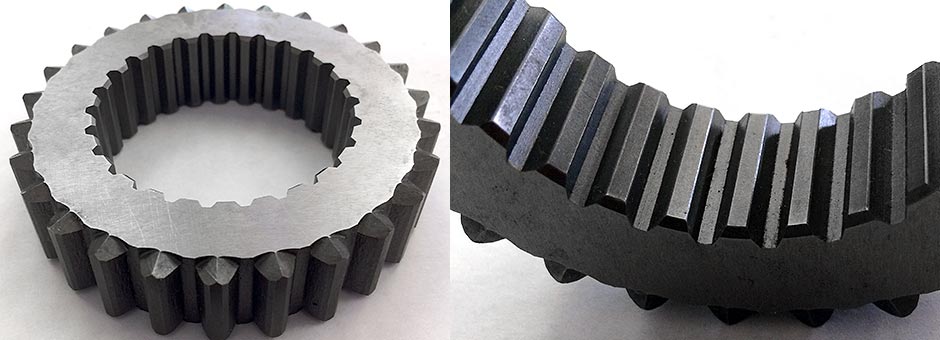
AmTech manufactures this motorcycle ring gear for a leading Motorcycle vehicle transmission manuf...

As leading Motorcycle Spline Shaft manufacturers to OEM customers, AmTech has ...

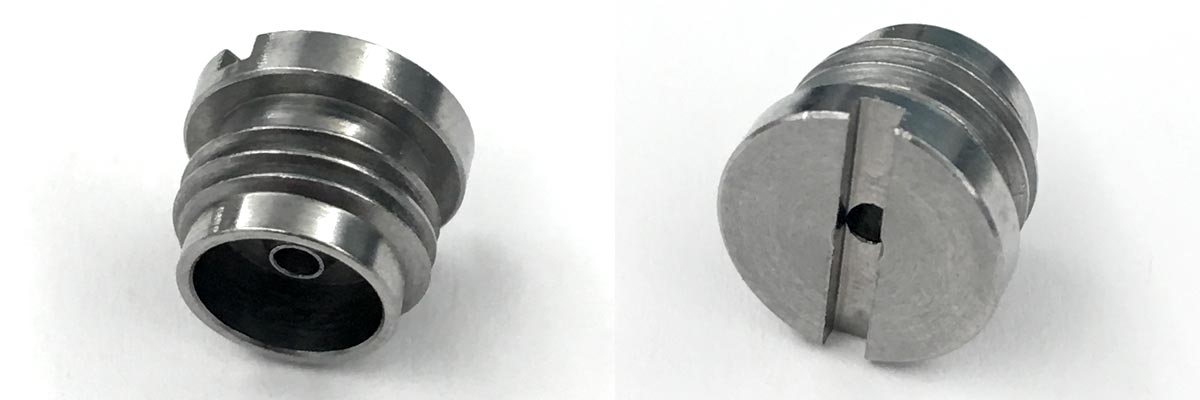
AmTech manufactures this Oil Drain Plug for an OEM in the Industrial Motor industry. This screw ...
AmTech OEM manufactures this Motor Shaft by precision machining, keyway milling and diamond knurl...

AmTech OEM supplies this spline shaft for a large OEM customer in the industrial machinery indu...

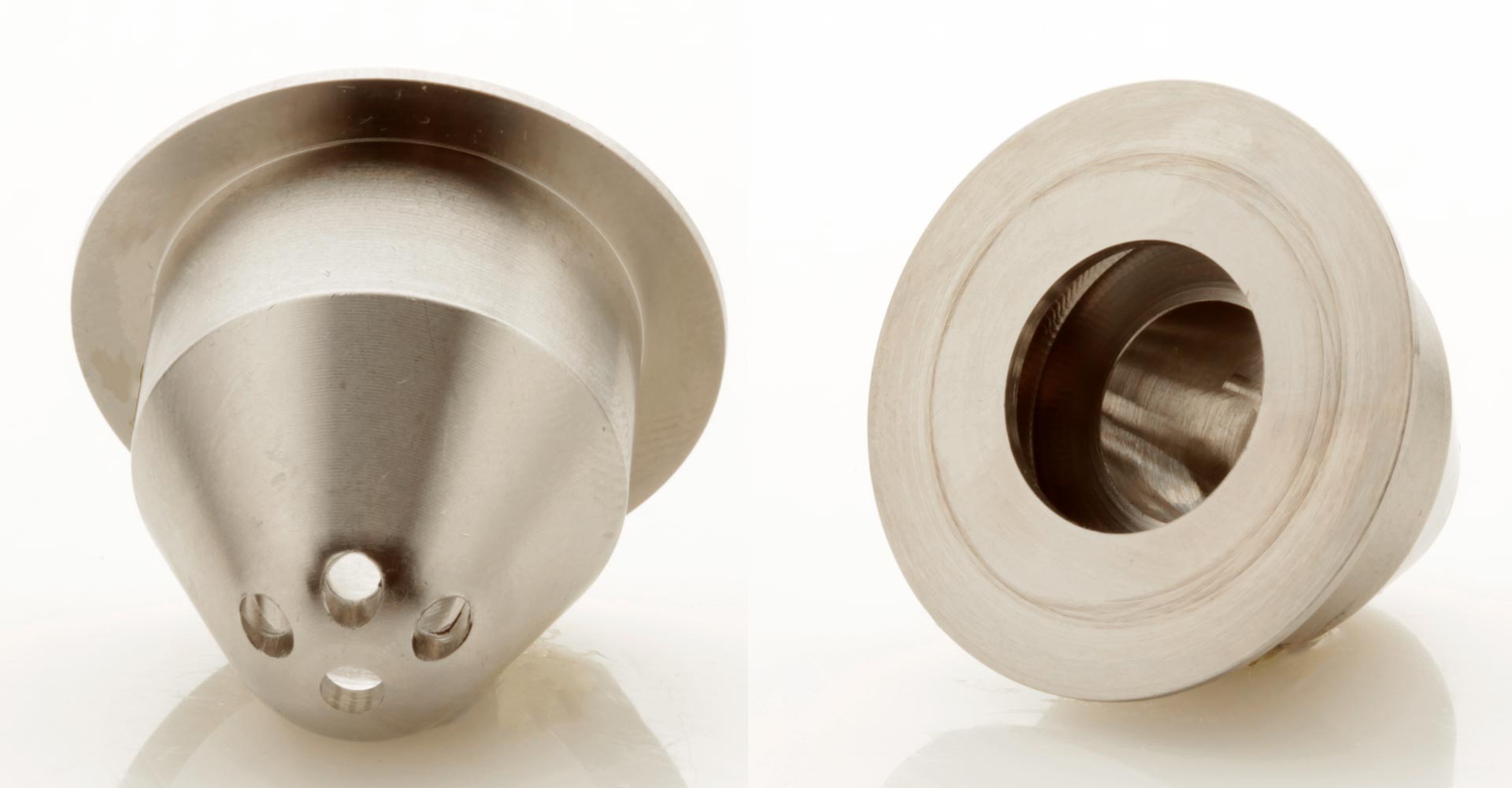
The air we breathe is composed of approximately 21% oxygen and 78% nitrogen.
Portable Oxyg...

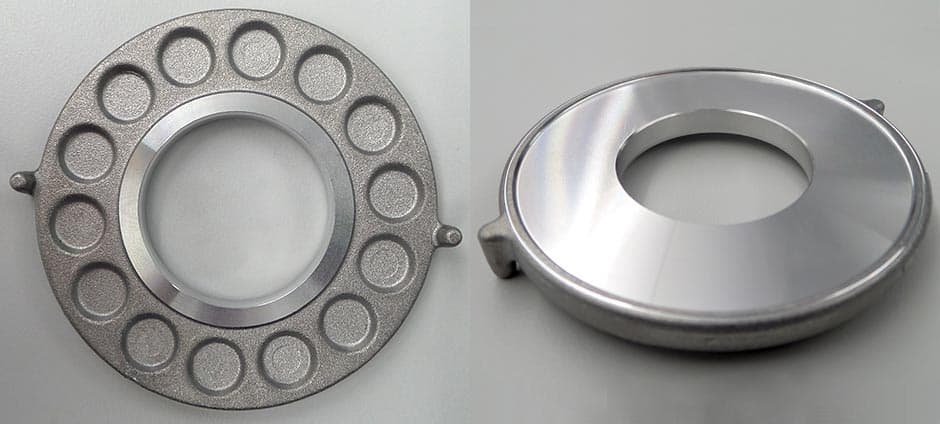
These Oxygen Sensor Covers are manufactured by progressive die steel stamping – specialized for...

In an engine, a piston rod shaft joins the piston to the crosshead and thus to...
AmTech OEM manufactured this planetary pinion gear for an OEM customer in the ...

This plastic molded screw machine part secures power steering cables in automo...
AmTech OEM manufactures this Cold Forged Shaft by long stroke cold forging, gear cutting and prec...

These plunger shafts are supplied to an Automotive OEM that manufactures accelerator pump plunger...

AmTech OEM manufactures this steel fuel pump shaft for a TIER 1 Automotive manufacturer in North ...

A quill shaft is a type of shaft that is used to couple parts of the engine th...

AmTech manufactures this screw machined, rocker arm shaft for a leading suppli...

This steel Control Valve is screw machined, tumbled, drilled and threaded to cu...

This screw machining aluminum Insert is used in the Off Highway Industry. Due ...

AmTech supplies these aluminum die castings for a large manufacturer of automotive fuel system pa...

Olive cleaning machines are designed for the large-scale removal of debris from the olives.
<...
AmTech OEM supplies these set screw shaft collars to a large manufacturer in t...

This steel screw machine part as originally designed by our customer as two separate pieces that ...

The steering spindle is an important component of a steering assembly assembly.
AmTech OEM...

These spiral bevel gears are a single helical gear design.
AmTech OEM manufactured this ri...

This simple shaft is used in a double shaft blower motor application.
T...

This 304L stainless steel flange is precision cast and machined with tight tolerances.
AmT...

AmTech manufactures this 304L Stainless steel part for the Automotive Industry.
This Fuel ...

These CNC machined pintles are supplied to a large OEM in the fuel system control valves industry...

This Valve Stem is a stainless steel screw machine part for an OEM manufacture...
AmTech OEM supplies these shafts to a leading OEM in mobile wireless connectivity solutions. Thes...

This precision machined, shaft casting is manufactured for a specialized motor OEM. This 316 SS p...

AmTech manufactures this stainless steel investment casting for part of a transducer used in the ...

These Braces are manufactured by progressive die metal stamped – specialized for mass productio...
This stainless steel Lens Housing is screw machined for an OEM manufacturer in...

These output, steering control shaft is used in the steering control units of ...

AmTech OEM manufactures this stub shaft for a power transmission OEM in North ...

AmTech manufactures this precision machined, drive coupling for a large TIER 1 in the Automotive ...

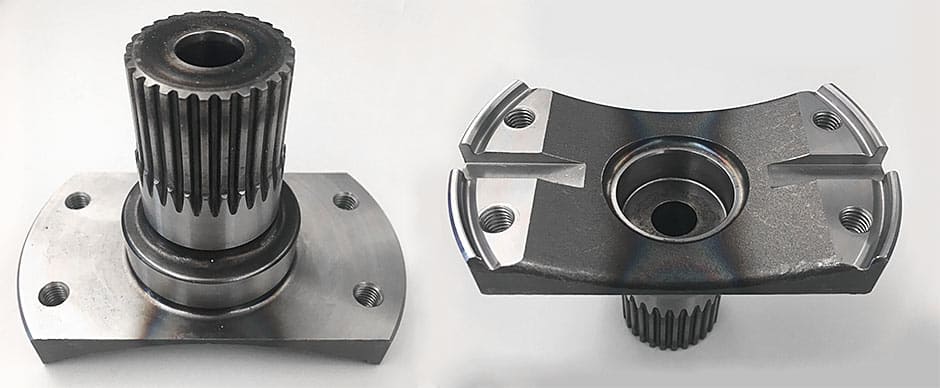
AmTech manufactures this steel gear hub for a large TIER 1 in the Automotive industry.
Gea...

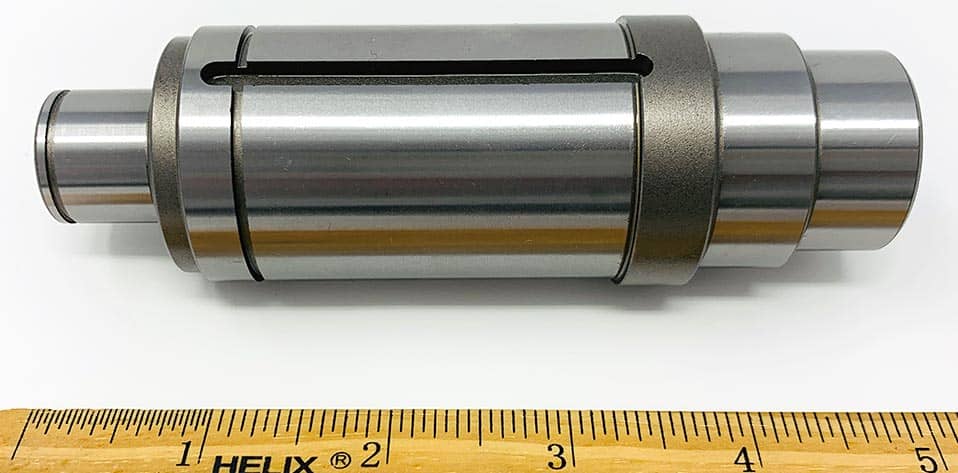
AmTech OEM manufactures this precision supercharger rotor shaft for a forced induction system OEM...
AmTech supplies this aluminum die cast part to a large TIER 1 in the Automotive industry.
...

AmTech OEM manufactures this tapered shaft for one of the leading global OEMs ...
AmTech torque convert pilot manufacturing services for Automotive OEMs in Nort...

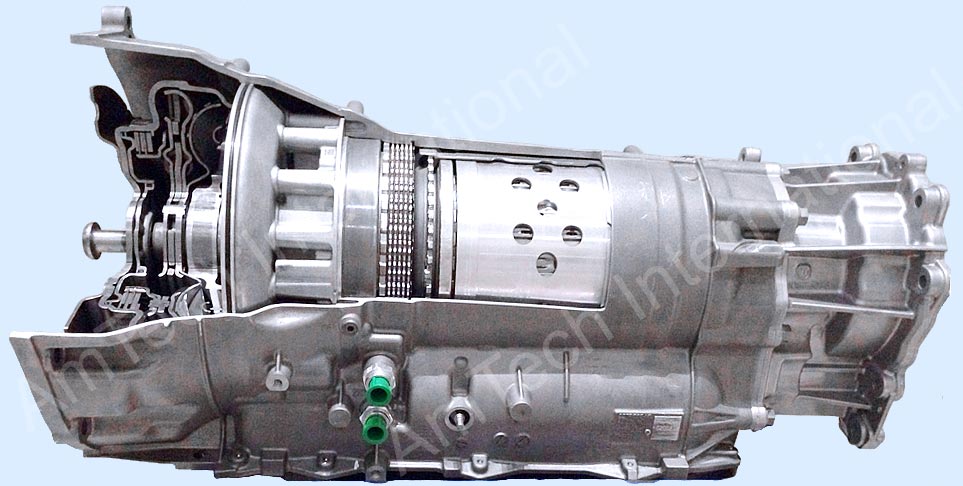
In automatic transmissions, the hydrodynamic torque converter is the start-up unit, the multiplie...
This transmission spur gear is roughly the diameter of a large beverage can and weighs 1.04 lbs (...

AmTech manufactures this truck transmission gear for a OEM customer in the Se...
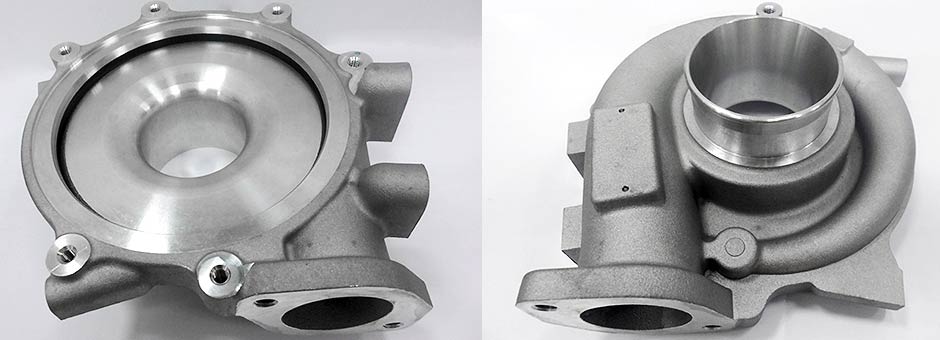
This gravity cast part operates as a Turbo Charger Housing. The turbo charger manufacturer specia...

AmTech OEM manufactures this precision welded shaft for a heavy equipment manufacturer...
AmTech manufacturers these welded shafts for a leading Electric Motor OEM in Mexico and the Unite...

AmTech OEM manufactures this worm shaft for one of the power transmission OEMs in North America...